
Next-Gen Electric Hoists: Advanced Tech for Ultimate Safety
Category: Industrial Lifting Technology | Reading Time: ~8 min | Last Updated: March 2026
Summary: Modern electric hoists have undergone a technological revolution — from passive mechanical tools to intelligent, sensor-driven systems that actively protect workers, assets, and operations. This guide breaks down exactly what’s changed, why it matters, and how to choose the right solution for your facility.
Introduction: Why Electric Hoist Safety Is Bigger Business Than Ever
In heavy industries worldwide, the cost of a single lifting accident is staggering — not just in human terms, but in downtime, liability, and regulatory fallout. According to the U.S. Bureau of Labor Statistics, crane and hoist-related incidents account for hundreds of workplace fatalities annually, a figure that industry engineers have spent decades trying to drive down.
The answer has arrived in the form of next-generation electric hoists — machines that embed artificial intelligence, IoT connectivity, precision load sensing, and advanced drive systems into every lift cycle. These are not incremental upgrades. They represent a fundamental rethinking of what a hoist is supposed to do: not merely lift, but lift intelligently and safely, every single time.
Whether you’re managing a single workshop or overseeing a multi-crane facility that includes a gantry crane network across a logistics yard, understanding these technological advances isn’t optional — it’s a competitive and regulatory necessity.
1. The Core Problem: What Made Traditional Hoists Dangerous?
Before diving into the solutions, it’s worth understanding the failure modes that plagued older hoist technology:
Overload Blindness. Traditional hoists relied on mechanical trip switches that only cut power after a load already exceeded the rated capacity. By that point, stress on the rope, hook, and structure had already occurred.
Brake Degradation. Electromagnetic brakes in older models wore down gradually and silently. Operators often had no warning until brake response became dangerously slow.
Shock Loading. Sudden starts and stops subjected the entire lifting system — including beam structures and the gantry crane runway — to impact forces far exceeding the static load rating. This is one of the leading causes of structural fatigue in crane facilities.
Zero Diagnostics. When something went wrong, you often discovered it only after failure. There was no predictive awareness built into the system.
Next-generation electric hoists address each of these failure points systematically.
2. Intelligent Load Management: The Brain of the Modern Hoist
Precision Load Cells and Real-Time Monitoring
The most critical advancement in modern electric hoists is the integration of high-precision load cells directly into the hoist body. Unlike mechanical overload clutches, these digital sensors provide:
- Continuous load measurement throughout the entire lift cycle, not just at peak
- Real-time data logging to cloud platforms for audit and compliance
- Pre-lift verification — the hoist checks load weight before the lift even begins
- Graduated overload response — soft warnings, speed reduction, then full stop, in sequence
This graduated approach is a game-changer. Instead of a binary “lift or stop” system, intelligent load management allows operators to take corrective action before a dangerous situation develops.
Dynamic Load Limiting (DLL)
Advanced hoists now feature Dynamic Load Limiting, which adjusts the hoist’s operational envelope in real time based on the current position of the load relative to the crane beam. For example, a load positioned at the extreme end of a jib arm or at the outer span of a gantry crane experiences different structural forces than one centered over the main girder. DLL accounts for this geometry automatically — a capability that was simply impossible with analog-era equipment.
3. Variable Frequency Drives (VFD): Eliminating Shock Loads for Good

One of the most impactful — and underappreciated — safety technologies in next-gen hoists is the Variable Frequency Drive (VFD).
In conventional hoists, full-speed motor engagement causes jarring mechanical shocks at the start and end of every lift. Over time, these shock loads accumulate as fatigue stress in:
- Wire rope and end terminations
- Hook blocks and sheaves
- Beam connections and runway rails
- The supporting structure of overhead and gantry crane systems
VFDs solve this by providing soft, programmable acceleration and deceleration curves. The motor ramps up smoothly to full speed, then decelerates just as smoothly on descent. The practical results are dramatic:
- Wire rope service life extended by 40–60% in documented case studies
- Structural fatigue on crane beams and runway systems reduced significantly
- Operator comfort improved, reducing human error from vibration and jerk
- Energy consumption reduced by 20–35% compared to direct-on-line starters
For facilities running high-duty-cycle operations — think automotive assembly, steel processing, or port logistics — the ROI on VFD-equipped hoists can be measured in months, not years.
4. Advanced Braking Systems: From Reactive to Predictive
Electro-Hydraulic Thrustor Brakes
Modern electric hoists increasingly use electro-hydraulic thrustor brakes, which offer more consistent and adjustable braking torque than traditional electromagnetic disc brakes. These systems are:
- Virtually unaffected by voltage fluctuation, a common issue in industrial facilities
- Adjustable without mechanical disassembly, enabling in-service calibration
- Self-monitoring, with wear sensors that report brake lining thickness to the control system
Redundant Braking Architecture
For critical applications — such as hoists operating over personnel areas, molten metal, or precision manufacturing lines — next-generation systems implement dual-brake architecture. Two independent braking systems must both fail simultaneously to produce an uncontrolled load drop. Given individual brake mean-time-between-failures typically measured in tens of thousands of operating hours, the probability of simultaneous failure is astronomically low.
5. IoT Integration and Predictive Maintenance: The Connected Hoist
Perhaps the most transformative shift in the last decade is the move toward connected hoist ecosystems. Modern hoists are not standalone machines — they are nodes in an Industrial IoT network.

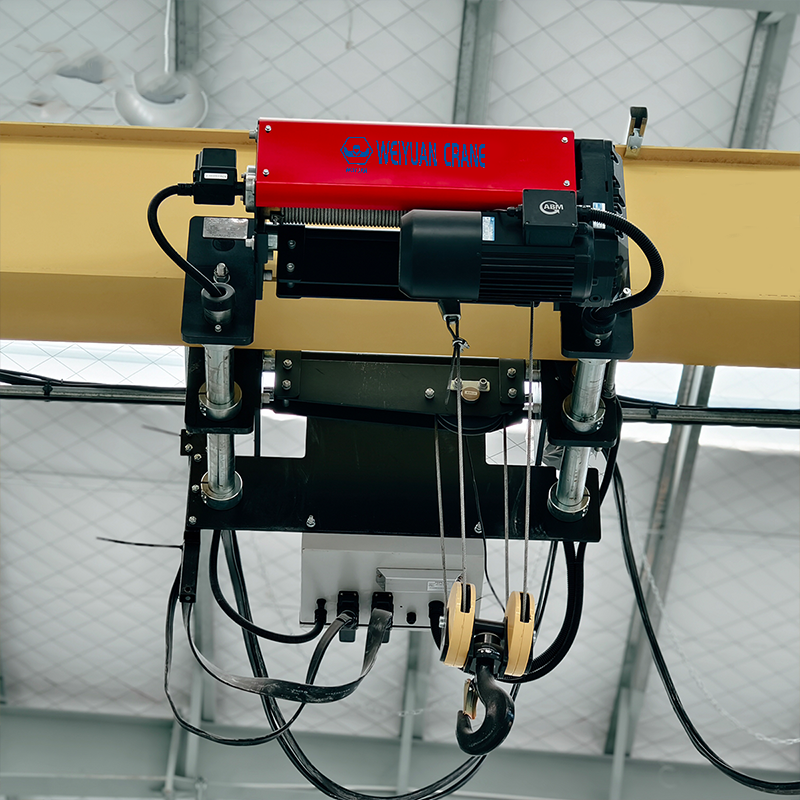
Weiyuan 1 Ton Remote Control Monorail Electric Hoist
The Weiyuan 1 Ton Remote Control Monorail Electric Hoist is designed for efficient material handling in workshops, warehouses, and light industrial environments. Equipped with wireless remote control and a monorail trolley system, it ensures precise load positioning, smooth travel, and safe lifting operations up to 1 ton.
View Product / Get QuoteWhat Does a Connected Hoist Monitor?
| Parameter | Sensor Type | Action Triggered |
|---|---|---|
| Motor temperature | Thermal sensors | Speed reduction / shutdown |
| Brake pad wear | Displacement sensors | Maintenance alert |
| Gearbox vibration | Accelerometers | Anomaly alert, diagnostics |
| Wire rope condition | Magnetic flux leakage | Inspection scheduling |
| Number of load cycles | Counter + load cell | FEM life calculation |
| Operating hours by load class | Integrated logging | Predictive replacement scheduling |
This data flows continuously to a central maintenance management platform, giving facility managers visibility across their entire lift fleet — including every gantry crane, jib crane, and overhead bridge crane on site.
The Shift from Scheduled to Predictive Maintenance
Traditional crane maintenance followed fixed-interval schedules: inspect every 3 months, replace ropes every 2 years, regardless of actual wear. This model is both wasteful and dangerous — it replaces components that still have useful life, while sometimes missing hidden damage that developed between inspections.
Predictive maintenance, powered by IoT data and machine learning algorithms, replaces this calendar-based model with a condition-based one. The system tells you when this specific hoist, running these specific loads, in this specific environment needs attention — not when the calendar says so.
Early adopters of predictive hoist maintenance report reductions in unplanned downtime of 30–50%, and in some cases, have identified imminent rope failures weeks before they would have occurred.
6. Anti-Sway and Precision Positioning Technology
In modern logistics and manufacturing environments, the ability to position a load precisely — and to eliminate pendulum swing during travel — is both a safety and productivity issue.
Active anti-sway systems use real-time load position tracking combined with drive control algorithms to counteract the natural pendulum motion of a suspended load. The hoist’s travel drive makes micro-corrections during movement that keep the load stable throughout its trajectory.
Benefits include:
- Reduced collision risk with racking, machinery, and personnel
- Faster cycle times (operators no longer need to wait for sway to settle)
- Improved positioning accuracy down to ±10 mm in advanced systems
For installations where a gantry crane serves a precision manufacturing or assembly line, anti-sway technology can directly impact product quality and production throughput.
7. Operator Interface and Human Factors Engineering
Safety technology is only effective if operators can interact with it correctly under real-world conditions. Next-gen hoists recognize this through sophisticated human factors engineering.
Modern Control Innovations
Ergonomic radio remote controls replace pendant cables, freeing operators to position themselves optimally for load visibility. Modern remotes feature:
- Color-coded, tactile function buttons that can be operated with gloved hands
- Integrated display showing real-time load weight, hook height, and warning states
- “Dead man” grip switches that automatically brake if the operator releases control
- Emergency stop clearly distinguished by size, color, and position
Intuitive HMI Panels on fixed controls now use touchscreen interfaces with contextual warnings, maintenance reminders, and operational logs — similar in philosophy to modern automotive dashboards.
8. Compliance, Certification, and E-A-T: What to Look For
When evaluating next-generation electric hoists, credentialed safety compliance is non-negotiable. Authoritative standards include:
- FEM (European Federation of Material Handling) classification for duty cycles — ensure your hoist is rated for your actual usage pattern
- ISO 4301 — crane classification standard for load spectrum and utilization
- CE Marking (for European markets) under the Machinery Directive 2006/42/EC
- ASME B30.16 (for North American markets) — safety standards for overhead hoists
- ATEX Certification for explosion-proof variants in petrochemical or mining environments
Manufacturers with genuine engineering depth will publish technical documentation, test reports, and third-party certification records openly. Treat the absence of this documentation as a significant red flag.
9. Selecting the Right Electric Hoist for Your Application
With so many technology options available, selection requires matching hoist specification to application reality:
Duty Classification First. Determine your load spectrum (average load as a percentage of rated capacity) and your annual operating hours. These two factors define the FEM/ISO duty class, which in turn determines required component ratings.
Operating Environment. Ambient temperature, humidity, dust levels, and the presence of corrosive chemicals all influence material selection, sealing requirements, and electrical protection class (IP rating).
Integration Requirements. If you’re operating the hoist on a bridge crane beam, KBK rail system, or gantry crane structure, compatibility with the runway system — including wheel gauge, rail size, and electrical supply arrangement — must be verified before procurement.
Headroom Constraints. Low-headroom hoist designs sacrifice some capacity for reduced hook-to-beam dimension, critical in facilities with limited clearance.
Smart Feature Prioritization. Not every application needs full IoT connectivity. A single-shift workshop hoist has different requirements than a 24/7 port crane. Match the technology investment to the operational intensity and risk profile of the application.
Frequently Asked Questions
Q: What is the typical service life of a modern electric hoist wire rope? A: With VFD-controlled soft starts and proper maintenance, modern wire rope on an electric hoist typically achieves 2–4 times the service life of rope on a conventionally started hoist in comparable duty conditions.
Q: Can next-gen hoists be retrofitted to existing crane structures? A: In most cases, yes. Modern hoist units are designed with standard wheel gauges and electrical interfaces that allow retrofit onto existing beam and runway structures, including legacy gantry crane installations.
Q: How much does IoT connectivity add to hoist cost? A: Connectivity packages typically add 8–15% to the base hoist cost, an investment that most high-duty-cycle facilities recover within 12–18 months through reduced maintenance costs and extended component life.
Q: Is anti-sway technology worth the investment for standard industrial use? A: For any application with cycle times under 3 minutes or precision placement requirements, anti-sway systems typically provide a full ROI within one year through improved throughput alone, independent of the safety benefits.